��ʿ��(l��)������0608830254����(gu��)REXROTH���S���������o����ϵ�y(t��ng)���Ϻ��f�יC(j��)��O(sh��)������˾���I(y��ng)�N(xi��o)�ۮa(ch��n)Ʒ��ԭ�Sԭ�b���F(xi��n)؛��(k��)�棬�r(ji��)��(y��u)�ݣ����\(ch��ng)�gӭ���Ͽ͑���ԃُ(g��u)�I(m��i)��
������ӆ؛��̖(h��o)0608830254
����
�������еĿ��ƺ��@ʾԪ��
�c���ƺ͚w�nϵ�y(t��ng)���`���B��
����ϵ�y(t��ng)��(n��i)�����\��ܣ����̿ɿ��Ը�
�o����������
�������ǵ����ֳ�ʽnutrunner����
���ڰ�ȫ�P(gu��n)�I�o�̑�(y��ng)��
��ȫ�����{(di��o)ԇ
�Q�o�Y(ji��)��һĿ��Ȼ����������
��(ji��n)�̣�IP54��EMC��(y��n)���Եȼ�(j��)IV
������ϵ�y(t��ng)�O(sh��)Ӌ(j��)
�`���m��(y��ng)���΄�(w��)
�������еĿ��ƺ��@ʾԪ��
����USB����̫�W(w��ng)�Ŀ���ϵ�y(t��ng)
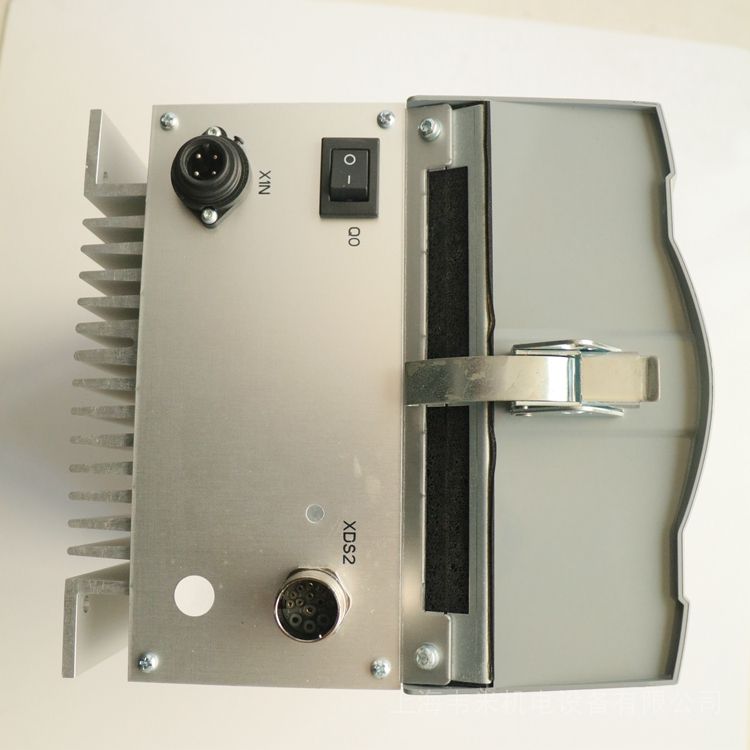
�������@ʾ��Ԫ�Լ��B�Ӽ��������Ñ��Ѻá��F(xi��n)���������ŷ����O(sh��)Ӌ(j��)��CS351�Y(ji��)��(g��u)����������ֱ�^���o(w��)���κΏ�(f��)�s���á��⚤������С�����ܣ���ȫ����IP54���o(h��)�ȼ�(j��)����o���ă�(n��i)���Y(ji��)��(g��u)�������Ӻͻ�����̫�W(w��ng)�Ŀ���ϵ�y(t��ng)�c��һ��������350��������Y(ji��)�ϡ�
�Q�o�����g(sh��)�Z(y��)��ԭ����
�Q�o����(sh��)�H�Ͼ���Ҫʹ�ɱ��B���w�g�߂����ĉ��o������ӳ�����Q�o
����˨�Ͼ��������S���A(y��)�o��( ���S������(y��ng)��)��
Ť�أ�ʩ�����S�A����ʹ�S�D(zhu��n)��(d��ng)���a(ch��n)��Ť����׃�ȵ�Ť�D(zhu��n)��ż�����ء�
��(d��ng)�B(t��i)Ť�أ����Ԅ�(d��ng)�Q�o�����ڔQ�o�^(gu��)��*�K��Ť�D(zhu��n)�^(gu��)�����õ���Ť��ֵ��
Ҳ�����ڰ��b�r(sh��)���ھ�ʽŤ�������y(c��)����ֵ��
�o�B(t��i)Ť�أ����ք�(d��ng)�Q�o���ߌ�(du��)�єQ�o����˨��һ��(g��)���˨�Q�o������u
�����Ť�أ�ֱ����˨��һ�ήa(ch��n)���Q�o�\(y��n)��(d��ng)��˲�g��ӛ��µĄ��a(ch��n)���\(y��n)
��(d��ng)�r(sh��)��Ť��ֵ��ԓŤ��ֵ�����o�B(t��i)Ť�ء�
��(bi��o)������Ť�ؘ�(bi��o)���x��(Ť�������ͽǶȾ��a��)������늄�(d��ng)�Q�o��֮
�У���ۙ늄�(d��ng)�Q�o�����ݼy�B�Ӽ���E�M(j��n)�ДQ�o���^(gu��)�̣��Ķ��_�J(r��n)��Q�o
Ť�غ͔Q�o�Ƕ�����Ҏ(gu��)��������(n��i)��һ�N������
�Q�oԭ����
��˨���뱻�B�Ӽ���������ĸ���(n��i)�ݼy�Q
�oʹ��˨����׃�Σ��@�N����׃�ήa(ch��n)�����S��
�������������A����D������һ�𣬷Q���A(y��)
�o����
��Փ�ϣ�ֻҪ�a(ch��n)�������ĊA�o������ȫ��
�Ա��C���A���������(d��ng)���ߵ͜صȐ��ӭh(hu��n)���°�
ȫ������������ʹ��Ϳ�z���o��������
��ʿ��(l��)������0608830254
��(gu��)��ʿ��(l��)REXROTH�a(ch��n)Ʒӆ؛̖(h��o)����̖(h��o)��
0608830289 SINGLE CONTROLLER CC-CS351E-D
0608830274 SINGLE CONTROLLER CS351E-D IL
0608830281 SINGLE CONTROLLER CS351E-D NK
0608830258 SINGLE CONTROLLER CS351E-G
0608830275 SINGLE CONTROLLER CS351E-G IL
0608830254 SINGLE CONTROLLER CS351S-D
0608830255 SINGLE CONTROLLER CS351S-G
0608841006 SMART TOOL ECW130-MG
0608841001 SMART TOOL ECW35-MG
0608841003 SMART TOOL ECW35-OHNE MESSWERTGEBER
0608841002 SMART TOOL ECW65-MG
0608841004 SMART TOOL ECW65-OHNE MESSWERTGEBER
0608841005 SMART TOOL ECW95-MG
0608830307 SOFTWARE LICENSING LS-ESG
0608830115 SOFTWARE PACKAGE BED.-SOFTWARE SEPR V&
0608830079 SOFTWARE PACKAGE BEDIENEROBERF
0608840024 SCREWDRIVER MITTELGRIFF IM 10-1
0608840025 SCREWDRIVER MITTELGRIFF IM 10-2
0608840026 SCREWDRIVER MITTELGRIFF IM 15-1
0608840027 SCREWDRIVER MITTELGRIFF IM 15-2
0608840028 SCREWDRIVER MITTELGRIFF IM 28-1
0608840029 SCREWDRIVER MITTELGRIFF IM 28-2
0608840030 SCREWDRIVER NG 2 I=32,7 GR.44
0608840032 SCREWDRIVER NG 2 I=42,8 GR.48
0608840031 SCREWDRIVER NG 3 I=32,7 GR.44
0608840033 SCREWDRIVER NG 3 I=42,8 GR.48
0608830205 SCHRAUBSTEUERUNG SEH 302
0608830121 SOFTWARE PACKAGE BEDIENERSOFTWARE PEP&
0608830080 SOFTWARE PACKAGE BEDIENPROGRAMM B011 &
0608830304 SOFTWARE PACKAGE BS350 V2.4-10X
0608830303 SOFTWARE PACKAGE BS350 V2.4-1X
0608830305 SOFTWARE PACKAGE BS350 V2.4-PLANT
0608830309 SOFTWARE PACKAGE BS350 V2.5-10X
0608830308 SOFTWARE PACKAGE BS350 V2.5-1X
0608830310 SOFTWARE PACKAGE BS350 V2.5-PLANT
0608830082 SOFTWARE PACKAGE SCHRAUBDATEN-STATIST&
0608830081 SOFTWARE PACKAGE STATISTIKPR.F.HERCUL&
0608800002 SPINDLE BEARING .
0608800070 SPINDLE BEARING .
0608800028 SPINDLE BEARING .
0608800024 SPINDLE BEARING .
0608800082 SPINDLE BEARING .
0608800076 SPINDLE BEARING .
0608800023 SPINDLE BEARING .
0608800071 SPINDLE BEARING .
0608800026 SPINDLE BEARING .
0608800022 SPINDLE BEARING .
0608830102 SOFTWARE PACKAGE V.1T8 AUSWERTPR.VO
0608830316 SOFTWARE PACKAGE V2.6-10X
0608830315 SOFTWARE PACKAGE V2.6-1X
0608830317 SOFTWARE PACKAGE V2.6-PLANT
0608830320 SOFTWARE PACKAGE V2.7-10X
0608830319 SOFTWARE PACKAGE V2.7-1X
0608830321 SOFTWARE PACKAGE V2.7-PLANT
0608800025 SPINDLE BEARING .
0608800083 SPINDLE BEARING .
0608800080 SPINDLE BEARING .
0608800066 SPINDLE BEARING G 1A 127
0608800067 SPINDLE BEARING G 1B 127
0608800074 SPINDLE BEARING G 1C 127
0608800068 SPINDLE BEARING G 2A 177
0608800069 SPINDLE BEARING G 2B 177
0608800075 SPINDLE BEARING G 2C 177
0608800032 SPINDLE BEARING GK 1A 191
0608800035 SPINDLE BEARING GK 1A 226
0608800033 SPINDLE BEARING GK 1B 191
0608800036 SPINDLE BEARING GK 1B 226
0608800045 SPINDLE BEARING GL 1B 294
0608800040 SPINDLE BEARING GL 1C 226
0608800043 SPINDLE BEARING GL 1C 260
0608800029 SPINDLE BEARING GL 1C 294
0608800019 SPINDLE BEARING GL 2 C 251
0608800051 SPINDLE BEARING GL 2A 251
0608800053 SPINDLE BEARING GL 2A 285
0608800052 SPINDLE BEARING GL 2B 251
0608800054 SPINDLE BEARING GL 2B 285
0608800055 SPINDLE BEARING GL 2C 285
0608800034 SPINDLE BEARING GK 1C 191
0608800037 SPINDLE BEARING GK 1C 226
0608800005 SPINDLE BEARING GK 2 C 216
0608800046 SPINDLE BEARING GK 2A 216
0608800047 SPINDLE BEARING GK 2B 216
0608800038 SPINDLE BEARING GL 1A 226
0608800041 SPINDLE BEARING GL 1A 260
0608800044 SPINDLE BEARING GL 1A 294
0608800039 SPINDLE BEARING GL 1B 226
0608800042 SPINDLE BEARING GL 1B 260
0608800078 STRAIGHT OUTPUT 2GB82 SZ2 1/4"QC
0608800063 STRAIGHT OUTPUT G1B102 SZ3 1/4"QC
0608800064 STRAIGHT OUTPUT G2A152 SZ3 3/8"SQ
��������ϵ�y(t��ng)�����Ǐ����������͏�����������һ�Nϵ�y(t��ng)���ɣ�Ŀǰ��Ҫ��(y��ng)����ұ���켈����Ĥ��Ⱦ�������������z�����ĵ��O(sh��)���ϣ���һ�N��(sh��)�F(xi��n)�㏈�������F�ȏ������Ƶ��Ԅ�(d��ng)����ϵ�y(t��ng)����������Ҫ�nj�(sh��)�F(xi��n)݁�g��ͬ�����վ��ͷž��ľ�����ơ�
�����C(j��)���ļ��١��p�ٺ̈́��١��������㣬�tԭ����׃�^(gu��)�ȣ������^(gu��)��ԭ�����ױ����ࡣ
��������ϵ�y(t��ng)��Ҫ�ɏ����������������x�����������z�y(c��)�����Ƅ�(d��ng)�����x������(g��u)�ɡ�����(j��)�h(hu��n)·�ɷ֞��_(k��i)�h(hu��n)���]�h(hu��n)�����ɭh(hu��n)��������ϵ�y(t��ng)������(j��)��(du��)��ͬ���ĵıO(ji��n)�y(c��)��ʽ�ֿɷ֞鳬��ʽ����݁ʽ����ۙ��ʽ�ȡ�
1���ք�(d��ng)����,�����ϡ����ϻ��^(gu��)���в����{(di��o)���x�������Ƅ�(d��ng)����Ť�أ��Ķ��@������ď������@��Ҫ���Ñ�����S�r(sh��)�z�鱻�ز��ϵď������S�r(sh��)�{(di��o)��(ji��)ݔ�����أ����Ú��(d��ng)�Ƅ�(d��ng)�����x�����r(sh��)���ք�(d��ng)��������ֱ���x�þ����{(di��o)���y����ʹ�Ñ���(ji��)�sһ�����O(sh��)��ɱ������H�m����һЩ���ٵď�(f��)�ϙC(j��)���D���C(j��)�������C(j��)е�ȏ�������Ҫ�ߵĈ�(ch��ng)�ϡ�
2�����Ԅ�(d��ng)��ʽ�����ó���ԭ�����Ԅ�(d��ng)�z���폽���Ķ��{(di��o)�����Ϗ������ı��|(zh��)�ρ�(l��i)�v��һ�N�����İ��]�h(hu��n)���ƣ����H�����Ԅ�(d��ng)�y(c��)������(j��ng)������Ť��ݔ����ͬ�r(sh��)߀���о��_����(d��ng)�����ɾ��͑T���a(b��)��?sh��)ȹ��ܡ�ԓ�����Č?sh��)ʩ�ɱ��^�ͣ�������Йn�C(j��)е�Б�(y��ng)�ÏV����
3��ȫ�Ԅ�(d��ng)��ʽ��һ��Ҳ�ЃɷN�z�y(c��)��ʽ��һ�N��ͨ�^(gu��)�����������y(c��)�����ĵď�����Ȼ���ɿ������Ԅ�(d��ng)�{(di��o)���x�������Ƅ�(d��ng)����(l��i)���ƾ��Ϗ������@�N��ʽ�Ǐ�����ȫ�]�h(hu��n)���ƣ�ԭ���ρ�(l��i)�v���˷N�����܉�?q��)��r(sh��)��ӳ��������׃����˿��ƾ��ȸߣ����һЩ�ľ�܈�C(j��)�����ٷ��ЙC(j��)��ұ���ϲ���ȫ�Ԅ�(d��ng)�ď�������ϵ�y(t��ng)��
�ڹ��I(y��)���a(ch��n)���T���ИI(y��)����(j��ng)����(hu��)�������@���Ɔ�(w��n)�}�����ڼ���������Ʒ�����ϱ�Ĥ��늾���ӡˢƷ���Ŏ������َ����ĵȵ����a(ch��n)�^(gu��)���У����ϻĵ��_(k��i)������ȡ������(du��)�a(ch��n)Ʒ���|(zh��)�����P(gu��n)��Ҫ�����Ҫ���M(j��n)�к㏈�����ƣ����ھ��@���^(gu��)����ʹ�a(ch��n)Ʒ���ܼя���������ʼ���K���ֲ�׃�������^(gu��)��(hu��)��ɼӹ����ϵ�����׃�Σ������^(gu��)С����(hu��)ʹ��ȡ�IJ��ϵČ��c��֮�g�đ�(y��ng)��׃�Σ�����վ������R��Ӱ푼ӹ��|(zh��)�����ڎ��ľ�ȡϵ�y(t��ng)�У���������ϵ�y(t��ng)ռ����Ҫ��λ�ã��������ஔ(d��ng)��(f��)�s��
��������һ��ɷ֞�ֱ�ӏ������Ʒ����g�ӏ������Ʒ��@�ɷN��
��1�� ֱ�ӏ������ƣ��ַQ�����أ��ֿ��ԷփɷN��
�����珈���x�Ȃ������z�y(c��)��(sh��)�H���������y(c��)��ֵ���鷴����̖(h��o)����(g��u)�ɏ����]�h(hu��n)ϵ�y(t��ng)�������y(c��)���Č�(sh��)�Hֵ�c�o����������^����ƫ��a(ch��n)���������ã�ʹ��(sh��)�H�����c�o��������ȡ�ҕ�������Y(ji��)��(g��u)��ͬ��߀�ɷ֞�λ��ʽ�ͷ���ʽ���� ��
���û������������y(c��)������������(g��u)�ɻ���������ϵ�y(t��ng)�����ƻ������㶨ʹ�a(ch��n)Ʒ�����㶨���@�N�������Ʒ��m���ڸ߾��ȡ����ٶȵď������ƈ�(ch��ng)�ϣ����п��ƾ��ȸߡ���(sh��)�r(sh��)���ܺõȃ�(y��u)�c(di��n)��
��2���g�ӏ������ƣ��ַQ�a(b��)�����ƣ���ͨ�^(gu��)��(du��)Ӱ푏�����(w��n)���ą���(sh��)���{(di��o)��(ji��)�a(b��)�����ܳ��F(xi��n)�ď���׃�����g�ӵر��֏�����(w��n)������ֻ�o�������O(sh��)��ֵ�����Ùz�y(c��)���ɼ������Č�(sh��)�Hֵ����(du��)�������γ��]�h(hu��n)���ƣ�����ͨ�^(gu��)��(du��)���ؙC(j��)���(q��)��(d��ng)늙C(j��)��������(l��)������Ŀ��Ɓ�(l��i)�g�ӌ�(du��)�����M(j��n)�к㶨���ƣ��Ķ�ʹ늄�(d��ng)�C(j��)���ر��ֲ�׃�����C����ȡ�a(ch��n)Ʒ�ď����㶨
��������ϵ�y(t��ng)��ָ�܉�־õؿ���ԭ�����O(sh��)����ݔ�͕r(sh��)�ď����������������C(j��)���ļ��١��p�ٺ̈́��١���ʹ�ھo��ͣ܇(ch��)��r�£�Ҳ��(y��ng)���������C�������ﲻ�Ɠp���������Ƶķ�(w��n)���c��ֱ���P(gu��n)ϵ�����Юa(ch��n)Ʒ���|(zh��)������������,ԭ�����\(y��n)���Юa(ch��n)��Ư��,��(hu��)���F(xi��n)���Џ�(f��)�����Ʒ���𰙬F(xi��n)��;�����^(gu��)��,ԭ�����ױ�����,ʹ���Џ�(f��)�����Ʒ�����^���ࡣ